

01禁塑措施与替代材料
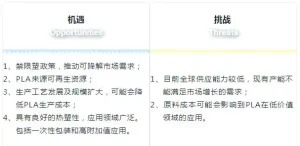
近日,国内多地进一步强化了禁塑措施,并明确了实施时间表,这引发了人们对可降解塑料的广泛关注。要实现限塑、禁塑目标,关键在于找到不可降解塑料的合适替代品。我们应树立可持续发展理念,推动人与自然和谐共存,并致力于开发和应用绿色环保材料。
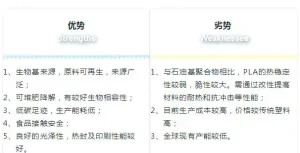
在此背景下,聚乳酸(PLA)作为一种新兴的“绿色塑料”备受瞩目。PLA以可再生植物资源为基础,具备出色生物降解能力,完全符合当前环保及可持续发展的需求,被视为最具发展潜力的生态材料。它以可再生植物资源为原料,经过微生物发酵和聚合反应制成。PLA不仅具有良好的机械加工性能,还具备出色的生物降解能力,能够完全分解成二氧化碳和水,对环境无污染。此外,它还能部分替代石油基产品,与现有的固废处理系统相兼容。因此,PLA完全契合了21世纪循环经济和可持续发展的需求,被业界誉为最具发展潜力的新型“生态材料”。其产品广泛应用于聚烯烃包装材料的替代,有助于解决“白色”污染问题并减少对石油资源的依赖。
可焚烧——实现清洁燃烧;
可安全填埋,确保无渗滤液或有毒物质产生。
可堆肥,实现完全降解。
可回收——聚乳酸(PLA)的再生之路。
PLA,这一卓越的生物相容性与生物可降解性合成高分子材料,不仅食品接触安全,更拥有出色的机械性能和透明光泽。目前,PLA广泛应用于食品包装领域,如冷饮杯和水果包装盒,提供了一种安全且环保的替代方案。海正PLA产品以纯聚乳酸树脂及改性聚乳酸树脂为主,广泛应用于食品包装领域,涵盖冷饮杯、水果包装盒、沙拉盘、水果碟、鸡蛋托、杯盖及餐盒等吸塑产品。

聚乳酸(PLA)作为一种卓越的合成高分子材料,已获得FDA的批准,可用于食品接触领域。
02PLA的加工工艺与性能

❒ PLA的挤出与热成型工艺
在塑料加工中,片材的挤出是一个关键步骤。它涉及材料从熔融状态到挤出成型,再到冷却和收卷的过程。这一工艺与PLA材料的特性紧密相关,包括其熔点、熔指以及力学性能等,它们共同决定了产品的最终成型质量和性能。在挤出工艺中,PLA片材的加工涉及到温度控制及合适的设备选择,如螺杆挤出机等,确保加工质量和成品性能。
聚乳酸与其他常用高分子材料在力学性能上的对比分析
在塑料加工领域,聚乳酸作为一种环保型生物降解材料,其力学性能的优异程度直接影响到产品的使用效果。为了更全面地了解PLA的力学特性,我们将其与几种常用的高分子材料进行了详细的对比分析。通过对比,我们可以更清晰地看到PLA在力学性能上的优势与不足,从而为其在塑料加工中的应用提供更有价值的参考。
PLA在拉伸强度和模量方面优于某些材料,这使得其在特定应用中具备替代其他材料的潜力,但其应用也受到某些性能限制。在机械性能方面,聚乳酸展现出与PET相当的拉伸强度和模量,同时优于PS和PP,这使其在某些应用中可以替代PET和PP。然而,值得注意的是,聚乳酸的优缺点并非绝对,而是取决于具体的使用场景。例如,在包装材料领域,虽然聚乳酸的透氧透气性较高,不适合长期存放液态食品,但其鲜果包装却能有效地保持食品的新鲜度。
此外,PLA的挤出成型工艺也备受关注。螺杆挤出成型机是生产PLA片材、薄膜、纤维、管子和发泡片材等产品的关键设备。对于片材生产,海正纯PLA树脂REVODE110\190和改性CPLA树脂REVODE721均适用于传统的PET挤出机器。推荐的生产片材厚度范围为0.2-1.5mm,螺杆长径比率为28:1-44:1。
在挤出加工前,必须确保干燥系统和输送系统的清洁,因为聚乳酸树脂与普通塑料的相容性较差,且其加工温度低于PET。加工时,应先将温度升至PET的加工温度,使用低熔指、非热交联型的聚丙烯清洗挤出机,然后逐渐将温度调至PLA的加工温度区间。此外,PLA容易吸潮水解,其平衡水含量高于PET树脂,水解速率也更快。因此,在片材和薄膜加工中,PLA树脂的水含量必须严格控制在0.05%以下。
海正REVODE聚乳酸树脂在出厂时已经过干燥处理,水份含量小于500ppm,并采用充有氮气的铝箔袋密封包装。在挤出加工前,可以对聚乳酸树脂进行重新干燥,使其水份含量降至200ppm以下,从而提高树脂的加工性能和成品品质。
对于PLA片材挤出,带冷却的普通喂料喉和长径比在28:1-44:1范围内的单螺杆挤出机是适用的。建议在模头前加装熔体泵或静态混合器,以确保物料的稳定输送。典型的PLA挤片加工参数如下(温度℃,仅供参考):
在PLA片材的挤出加工过程中,辊筒的温度设定至关重要。通常,我们会设置辊1的温度在适当范围内,以确保片材能够顺利、稳定地挤出。需要注意的是,温度的具体数值可能会因不同的生产设备和工艺条件而有所差异,因此在实际操作中,我们需要根据实际情况进行灵活调整,以获得最佳的加工效果。
在PLA片材的挤出加工中,除了合理设定辊筒的温度外,还需注意其他关键因素。例如,由于PLA具有较高的弹性模量,因此收卷设备必须配备出色的张力控制系统,以确保片材在加工过程中的稳定性和质量。同时,温度的具体设定也可以根据生产能力、熔温以及辊筒直径等因素进行优化调整,从而进一步提高加工效率和产品质量。
PLA同样适用于挤出薄膜的加工。其膜材料在透明性和光泽度方面可与PET相媲美,甚至更优于PE,同时具备高硬度和出色的拉伸强度及模量,与PET相当。此外,PLA的吸水性强,印刷性优于PE,且可热封,使其在加工和实用性方面都表现出色。PLA也被广泛应用于挤出淋膜,用于淋膜纸的加工生产,其淋膜纸杯不仅具有良好的食品接触安全性,还兼具耐热和生物全降解性能,深受消费市场喜爱。

在热成型方面,PLA以其片材为原料,通过加热软化延伸,再施加压力紧贴模具型面,成型为所需型样,经冷却修饰后得到制品。与PET相似,PLA的热成型方法包括落模、真空和加压等多种方式,且现有PET热成型方法和设备大多适用于PLA加工。不过,由于PLA的软化温度略低于PET,因此在加工时需适当调节加热设定。
PLA挤出技术适用于生产冷饮杯、水果碟、盒、沙拉盘等透明吸塑产品,其产品透明度和光泽度俱佳。同时,它也可用于生产吸塑杯盖、餐盒等耐热制品。值得注意的是,PLA的结晶性对其加工成型性能有显著影响。结晶使大分子链排列更规整,增强分子间作用力,从而提高制品的刚度、拉伸强度和耐热性。但晶粒大小也会影响制品的力学性能,晶粒过大或不均匀可能导致制品变脆、透明性下降。
在生产吸塑耐温制品时,可选用具有快速结晶能力的海正REVODE721树脂。同时,需对制品进行在线热处理,因此对热成型设备有一定要求。热成型模具温度需加热至90℃-100℃,推荐使用高温导热油或红外灯管加热。最终得到的PLA制品可耐温90℃以上,外观呈现不透明或半透状态。
